
Handhabung
Bitte gehen Sie schonend und vorsichtig mit unseren Sensoren während der Montage um. Grobe Greifvorrichtungen, Metallzangen und Klemmen dürfen nicht verwendet werden! Zu empfehlen sind Kunststoff-Pinzetten.
Die Zuleitungen sollten nicht in der Nähe des Pt-Dünnschichtsensor-Körpers gebogen werden!
Vermeiden Sie es, die Zuleitungsdrähte häufig neu zu positionieren.
Prüfung
Dünnschicht-Messwiderstände werden auf einer automatisierten Fertigungslinie produziert und eine zusätzliche Toleranzprüfung ist im Regelfall nicht notwendig. Sollte eine Prüfung verlangt werden, ist eine 4-Leiterschaltung zu verwenden und auf eine temperaturstabile Messeinrichtung (Messbad) zu achten. Komplettsensoren werden typischerweise nur auf Funktion kontrolliert.
Verbindungstechniken
Die bevorzugten Verbindungstechnicken sind Schweißen und Löten, entsprechend der Anschlussdrähte und des Temperaturbereichs der Sensoren. Empfohlene Verbindungstechnicken stehen auf den Datenblätter der jeweiligen Sensortypen. Grundsätzlich wird Schweißen für Nickel- oder Nickel Platin Manteldrähte empfohlen und Weichlöten für Silber/Palladium-, Nickel versilbert- oder Nickel vergoldete Drähte empfohlen. Für Sensoren mit Anschlussdrähten aus einer Goldlegierung wie bei dem C416 sollten nur Lote verwendet werden, die für diese Legierungen geeignet sind. Bei Verwendung nicht geeigneter Lote können irreversible Schäden an den Drähten entstehen.
Verbindungstechniken im Detail
Die häufigsten Verbindungstechnologien sind Weichlöten, Hartlöten und verschiedene Arten von Schweißen. Typische Materialien zur Verlängerung sind:
- Teflon isolierte versilberte Kupferlitze (Drähte)
- Teflon isolierte vernickelte Kupferlitze (Drähte)
- Glasseide isolierte vernickelte oder nickelplattierte Kupferlitze (Drähte)
Laserschweißen: Ist die optimale Anschlusstechnik mittels einer Schweißperle oder Parallelnaht.
Ultraschallschweißen: Zuleitungen aus der Ebene des Pt-Dünnschichtsensor-Körpers heraus biegen um innere Beschädigungen auszuschließen!
Punkt-/Widerstandsschweißen: Die Materialien werden durch die Einbringung von Strom miteinander verschmolzen.
Krimpen: Um undefinierte Übergangswiderstände zu vermeiden, ist eine qualifizierte gasdichte Verkrimpung empfehlenswert.
Weichlöten: Versichern Sie sich, dass das Lot für die zu verbindenden Materialien geeignet ist (Goldlegierung?) und dass der Schmelzpunkt/TG höher ist als die maximale Anwendungstemperatur. Flussmittelreste müssen entfernt werden, es sei denn Sie verwenden non clean Flussmittel.
Hartlöten: Beim Hartlöten ist darauf zu achten, den Elementkörper des Pt-Dünnschichtsensor nicht über seine maximale Nenntemperatur zu erhitzen. Die Lötzeit (beim Hartlöten) sollte unter 3 Sekunden liegen!
Hinweis: Um die maximale Genauigkeit des Sensors zu nutzen, ist es wichtig die Draht- oder Litzenverlängerung am Messpunkt des Sensors anzusetzen. Der Messpunkt ist im Datenblatt ersichtlich. Wird die Verlängerung an einer anderen Position angebracht oder der Messwiderstandsdraht abgeschnitten, hat dies einen Genauigkeitsverlust zur Folge der sich speziell beim Pt100 mit genaueren Toleranzen z.B. Klasse F 0,15 / A bemerkbar macht.
Anschlussdrahtlänge des Sensors
Der Messwert des Sensors wird bei 8mm (bei Standarddrahtlänge von 10 mm) hinter dem Sensorkörper (Al2O3) bestimmt. Beim (eventuellen) Kürzen der Messwiderstandsdrähte reduziert man den Messwert des Sensors und dieser kann somit unter Umständen aus dem genannten Toleranzbereich (z.B. Klasse F 0,15 oder F 0,1) herausfallen. Dieser Einfluss ist beim Pt 100 gravierender als beim Pt 1000. Ein ähnlicher Effekt kann beim Verlängern der 2 Leiterschaltung entstehen, jedoch wird in diesem Fall der Widerstandwert höher. Eine 3 oder 4 Leiterschaltung, 8 mm hinter dem Körperende angeschlossen, kompensiert die zusätzlichen Längen/Widerstandswerte der Anschlussleitung.
Verkapselung und Verguss
Die Wärmeausdehnungs-Koeffizienten der verschiedenen verwendeten Materialien sollten aufeinander abgestimmt sein, um mechanische Spannungen und damit Messwert-Beeinflussungen zu vermeiden. Aushärtende zwei Komponenten Epoxies sollten vermieden werden, speziell dann, wenn die Arbeitstemperatur des Sensorverbaus den TG des Epoxies überschreitet. Endkunden haben über den erfolgreichen Einsatz von nicht aushärtenden Vergussmassen wie z.B. Silikon berichtet. Vergussmaterialien müssen chemisch neutral sein. Im Speziellen, keramische Vergussmassen dürfen kein Fluor enthalten. Wenn der Sensor in einem Gehäuse/Hülse oder ähnlichem verbaut ist, ist darauf zu achten, dass diese sauber sein müssen (keine Flussmittelreste oder ähnliches) um eine Zerstörung oder Fehlmessung bei höheren Temperaturen zu vermeiden.
Bei Fragen oder speziellen Anforderungen zu unseren Sensoren beziehen Sie sich bitte auf das jeweilige Datenblatt.
Auswahl der Vergussmaterialien
Silikone: Bei Temperaturen unter 260 °C wird häufig Silikon verwendet, da es nur minimale Zug- oder Druckbelastung dem Sensor zufügt. Nachteil jedoch ist, dass es eine geringere mechanische Festigkeit als andere Materialien hat. Wenn größere mechanische Festigkeit verlangt wird, kann oberhalb des Silikonvergusses mit Epoxidharz, keramischen Verguss oder durch Krimpen, je nach Temperaturbereich, die Festigkeit gesteigert werden.
Keramische Vergussmasse:Für Temperaturen oberhalb 260 °C können keramische Vergussmassen verwendet werden. Die Ausdehnungs-Koeffizienten sollten dem des Sensor- Substratmaterials, Al2 O3, ähnlich sein. Um ein Vergiften des Sensors (driften der Messwerte), zu verhindern sollten die Vergussmaterialien kein Fluor enthalten.
Keramische Pulver:Für Arbeitstemperaturen, welche die Einsatzmöglichkeiten von Silikon überschreiten, kann hochreines Aluminium Oxid- oder Magnesium Oxid Pulver in die Hülse eingebracht werden. Keramische Pulver erlauben eine druck- und zugfreie thermische Ausdehnung des Messwiderstandes. Das Gehäuse ist typischerweise mit einem Stahl- oder Keramikstopfen dicht verschlossen.
Lagerung
Platin-Temperatur-Sensoren sollen in einer neutralen Umgebung gelagert werden. Belastungen wie durch Schock, Verbiegung oder mechanische Kräfte etc. müssen vermieden werden. In Umgebungen mit hoher Luftfeuchtigkeit kann es notwendig sein die Sensoren vor Einsatz/ Verwendung zu trocknen. Sensoren mit Silber/Palladium- oder Nickel versilberten Anschlussdrähten sollten in einer Stickstoff Atmosphäre gelagert werden, um eine Korrosion zu verhindern.
Bei Fragen oder speziellen Anforderungen zu unseren Sensoren bezüglich der Lagerung beziehen Sie sich bitte auf das jeweilige Datenblatt.
Kleinstmöglicher Einbaudurchmesser
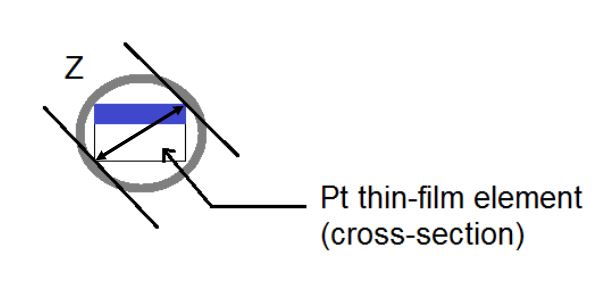
Der kleinstmögliche Einbaudurchmesser (Z) ist definiert als die kleinste Bohrung, durch die das Sensorelement hineinpasst und entspricht der Diagonale des Sensor Querschnitts.
Z = kleinstmöglicher oder (minimalster) Einbaudurchmesser
Z2 = B2 + H2
Folgende Werte:
B = maximale Elementbreite (nominal + maximal Toleranz)
H = maximale Elementhöhe (nominal + maximal Toleranz)
Sensoren mit einer Breite und einer Höhe unterhalb des Maximalwerts können in einen größeren Durchmesser passen.